старого балкона")


Картинки. Сначала картинки. Много, очень много разных картинок...

Действительно, с изучения картинок начинался этот проект.
Предстояло сделать совершенно не знакомое изделие. Точнее про столы для художников-мультипликаторов я слыхал и даже видел мельком по телевизору, но не думал, что придется так плотно с ними столкнуться.
Общаясь с заказчиками, выискивая и изучая материалы выяснил, что просветные столы должны быть настраиваемые под конкретного человека. Ведь это рабочее место и за таким столом художника ждет многочасовая работа, результаты которой мы все видим и любим с детства.
Значит стол-просвет (так его называют в профессиональной среде) должен быть надежным и удобным.
Как всегда, любое дело начинается с эскизов, чертежей, расчетов. Предварительные наброски и размеры предоставил сам заказчик. После детальной проработки было построено несколько компьютерных моделей, одну из которых предстояло воплотить в жизнь.





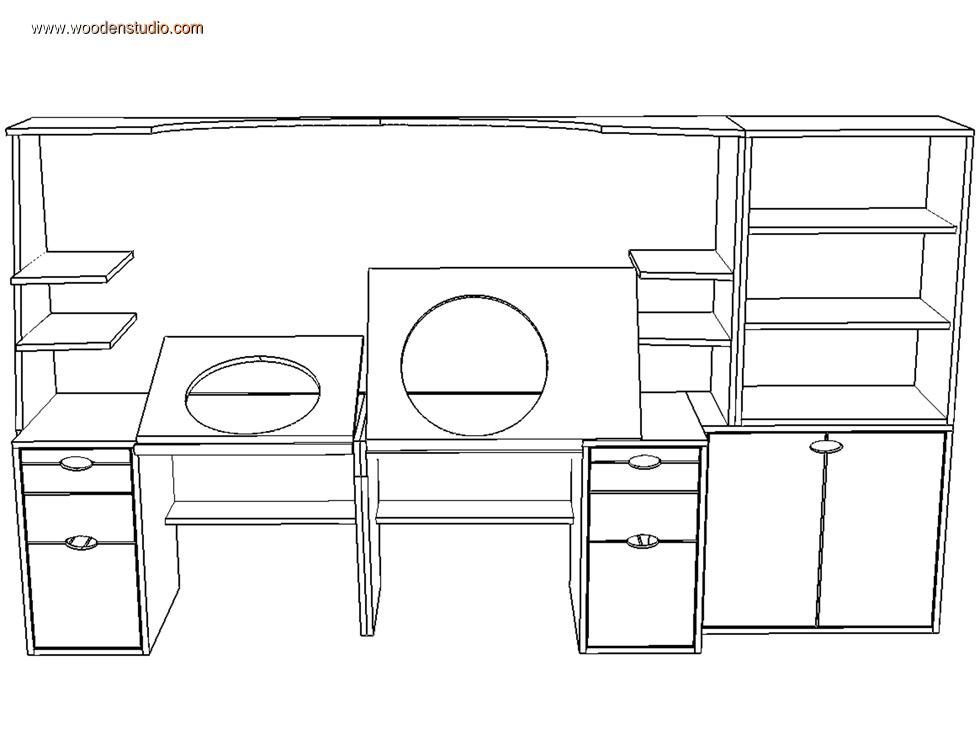
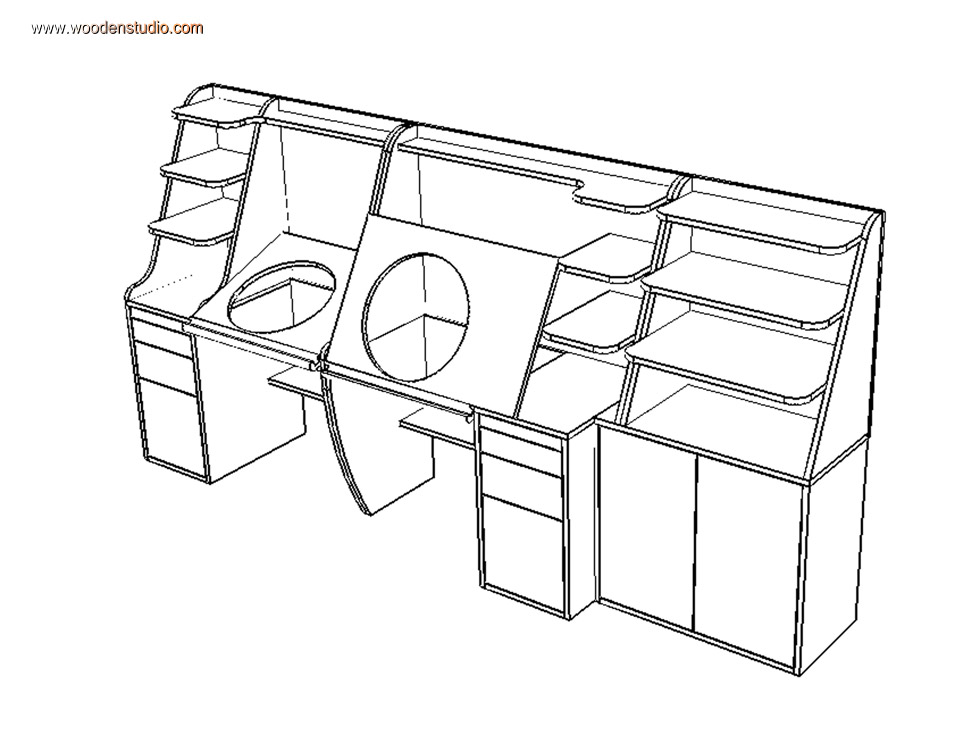
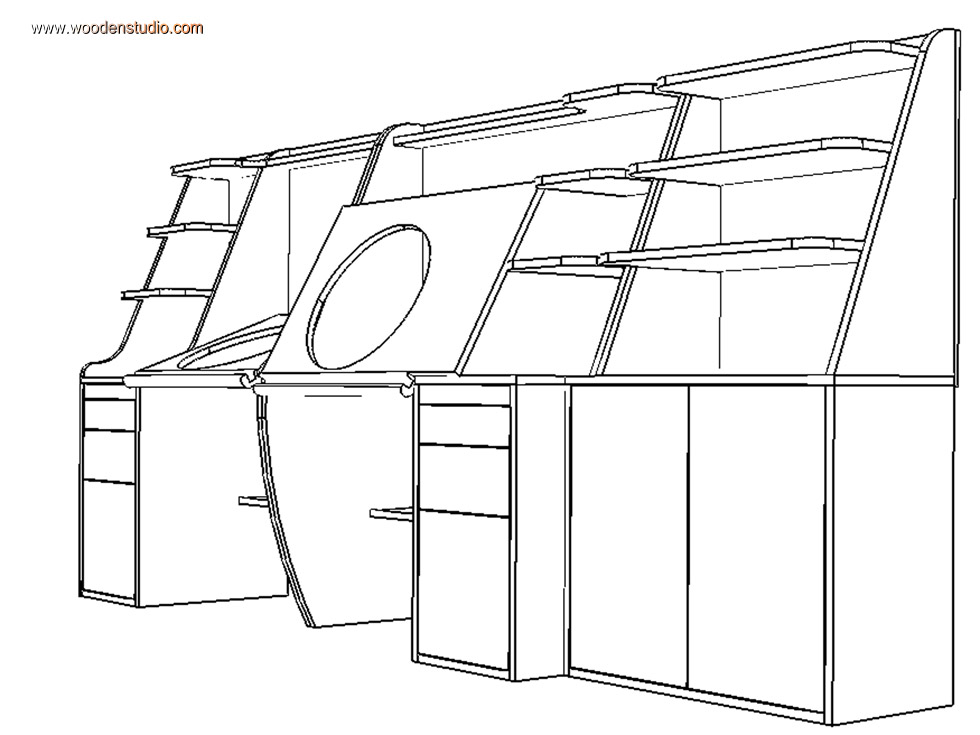
Несколько слов о проекте.
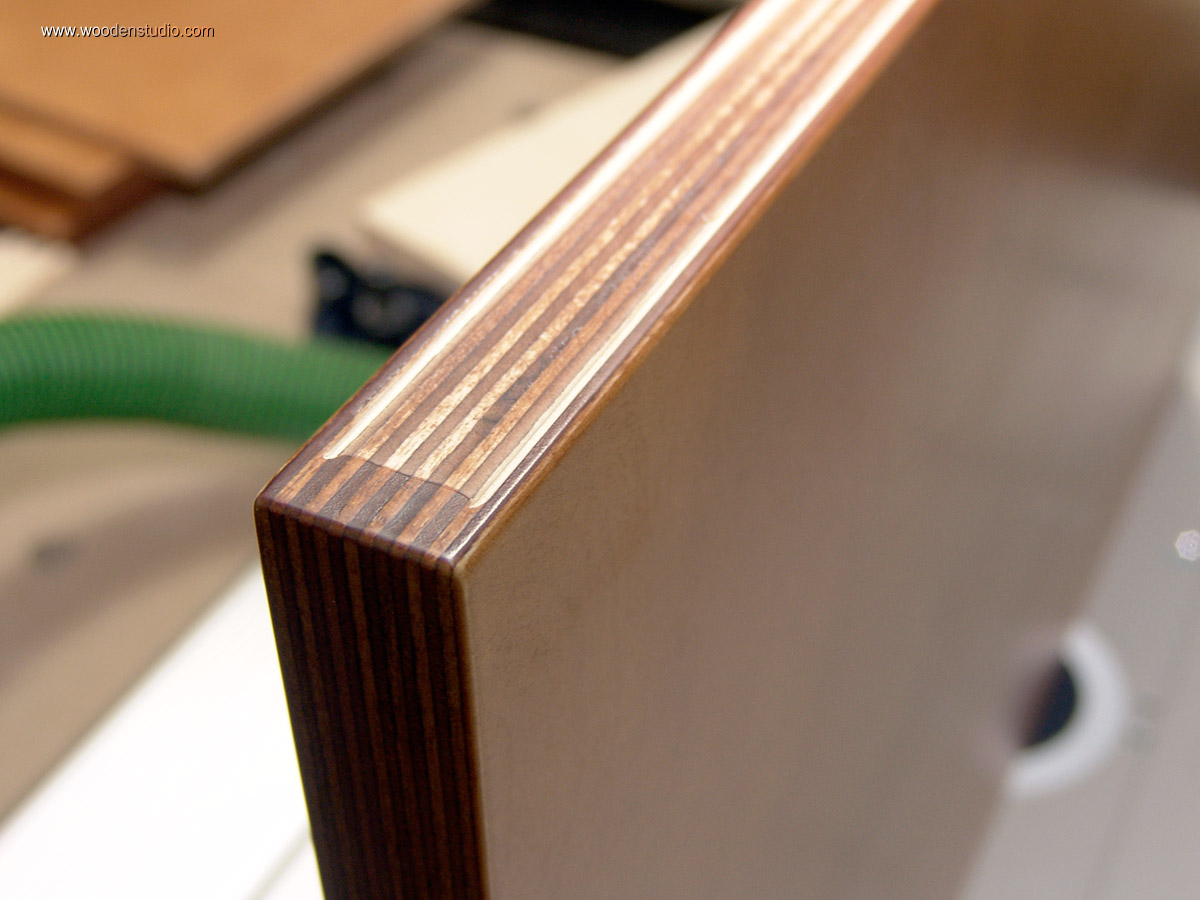
Материалом для стола послужила фанера. Решено было не скрывать полосатые фанерные кромки, оставить их видимыми и слегка скругленными. Основные элементы корпуса выполнены из фанеры 21 мм, корпуса ящиков (включая дно) — 15 мм, перегородки в ящиках — 6,5 мм, задние стенки тумб — 4 мм. Панель для рабочих эскизов — многослойная пробка.
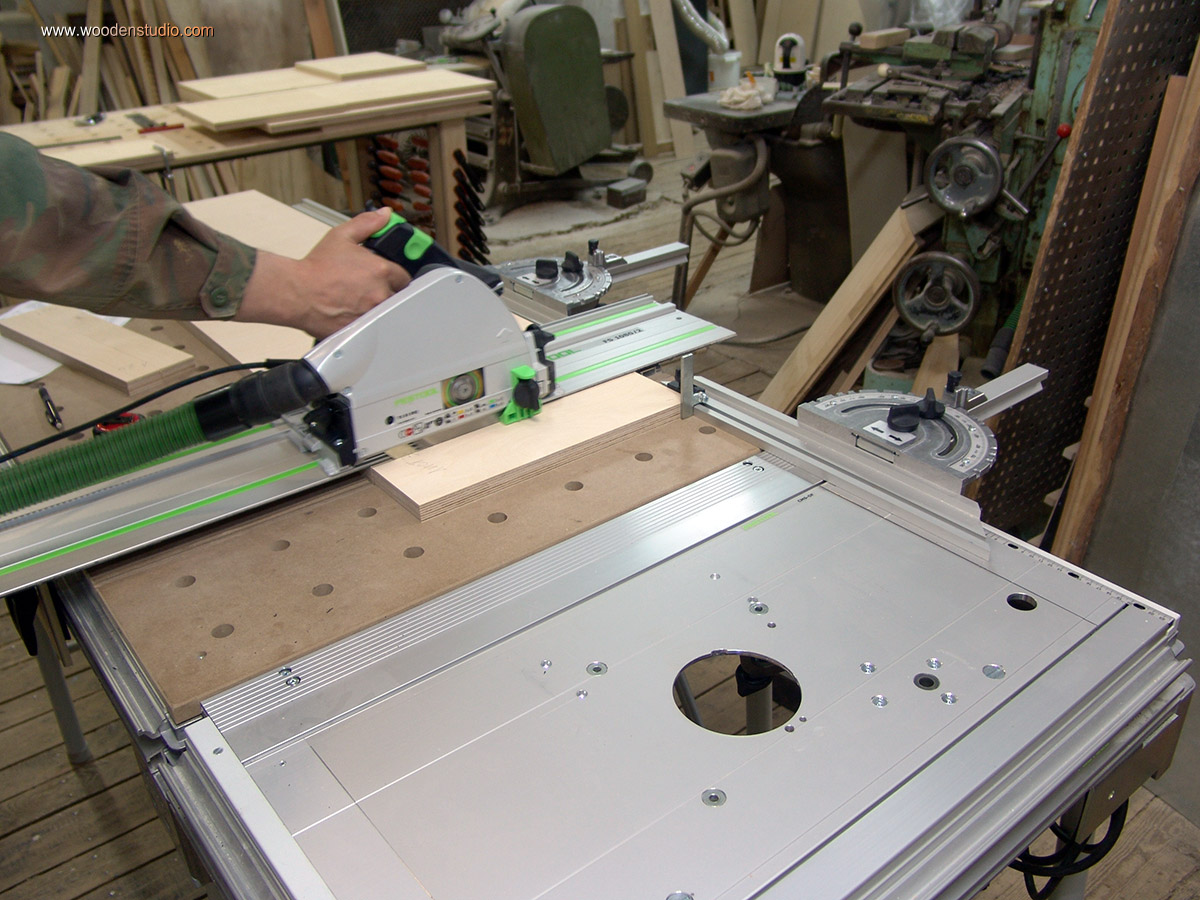
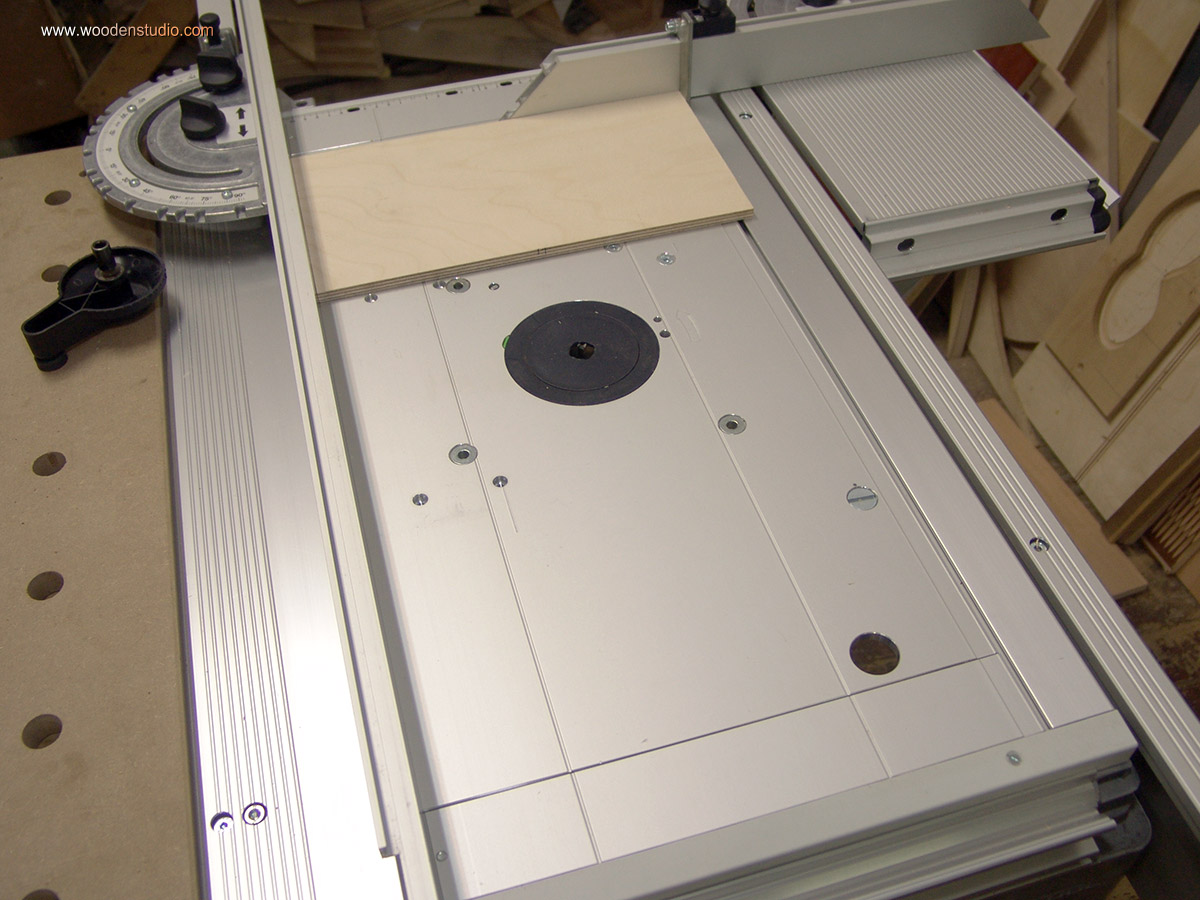
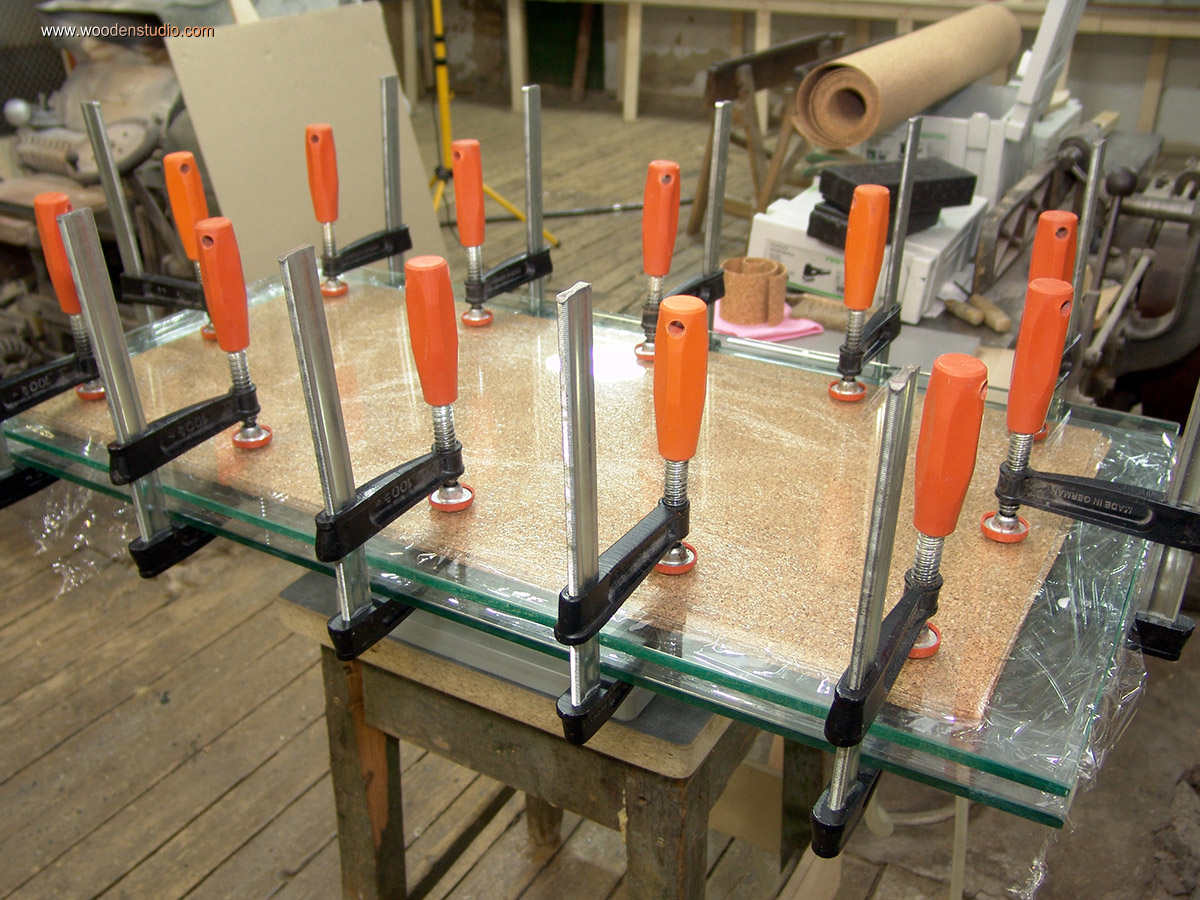
Прежде, чем начинать раскрой листов, а они имели большой формат 3000×1500 мм, немного доработал рабочее место.
Для этого изготовил «ребра» для пиления, которые фиксируются струбцинами к верстаку и позволяют самостоятельно кроить погружной пилой листы любых форматов.







Для удобства в работе, при создании карты раскроя, устанавливаю приоритет расположения деталей «вдоль листа». Таким образом нет необходимости перекладывать по нескольку раз тяжелые заготовки.
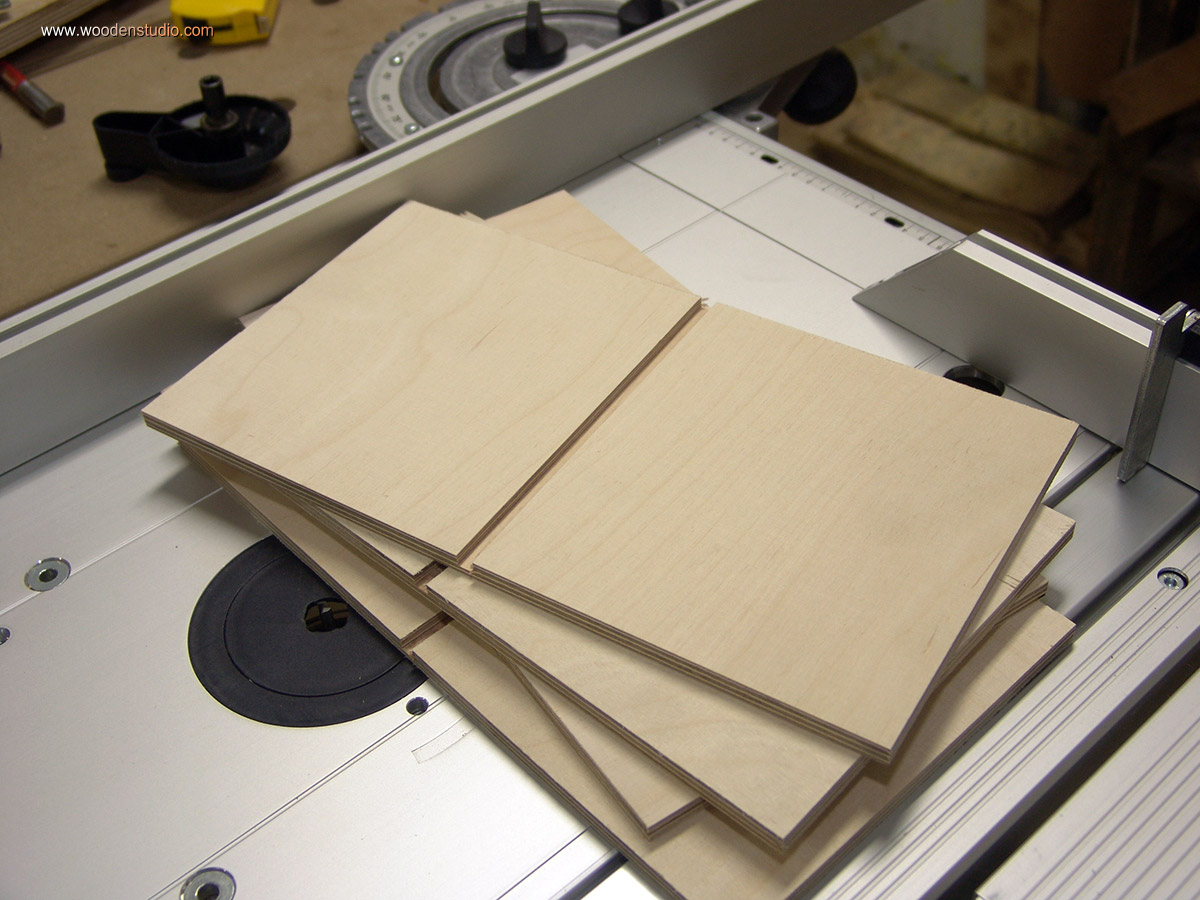
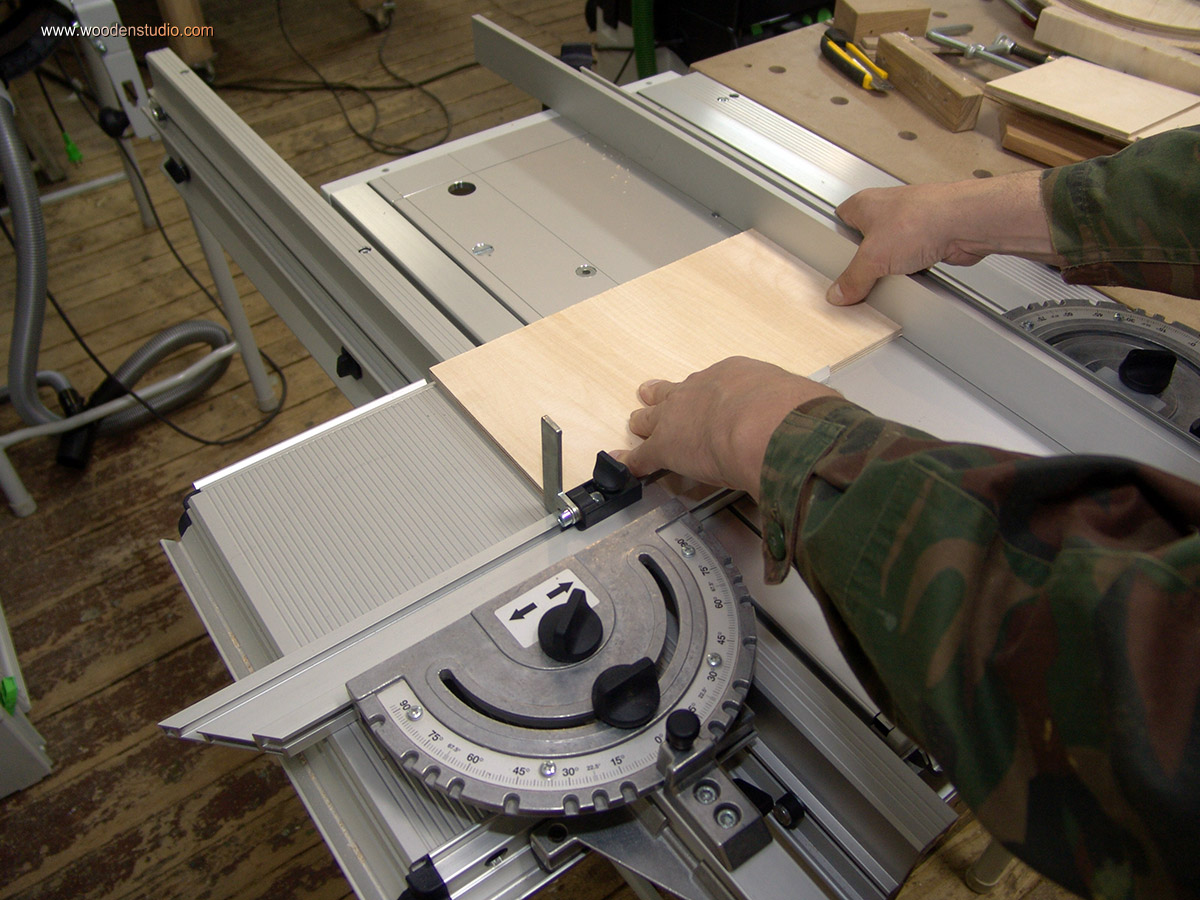
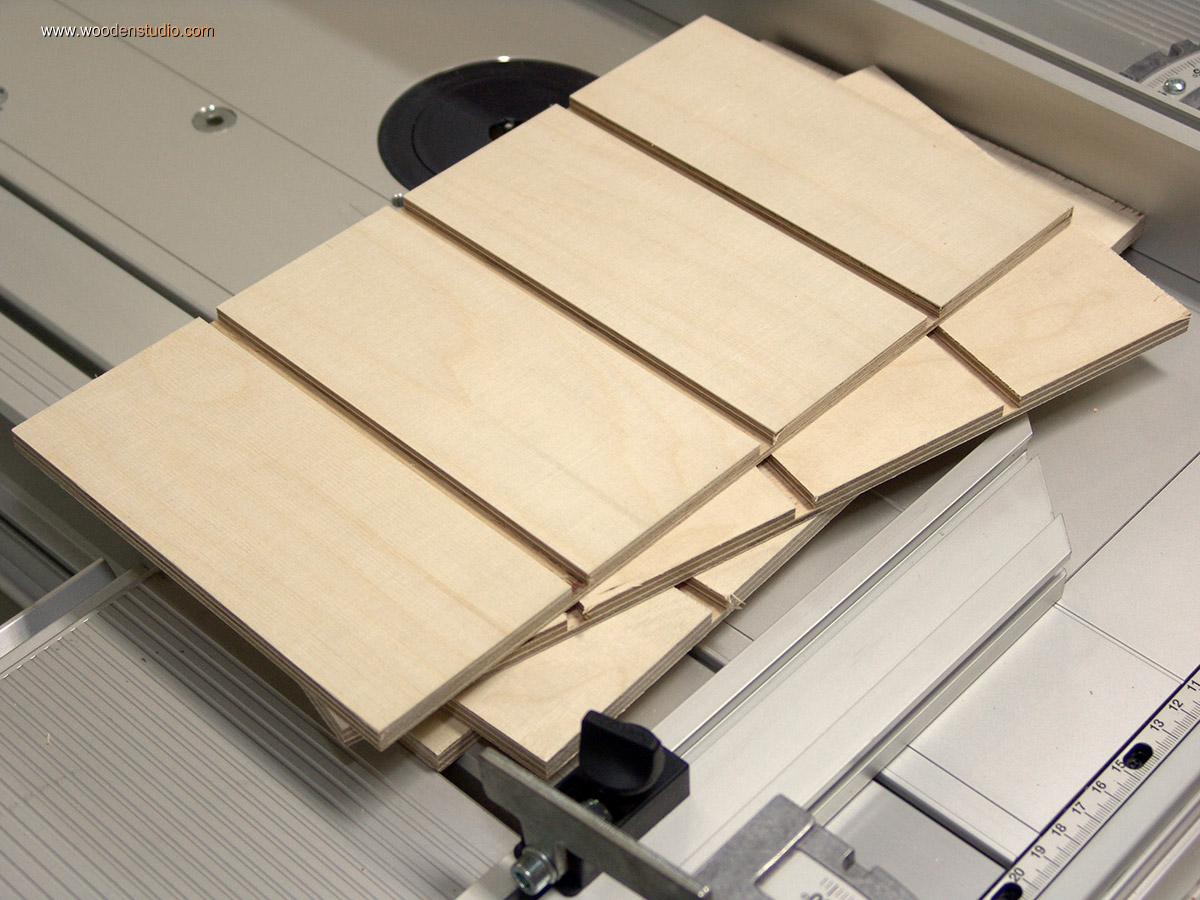
Первый этап. Проверяю диагонали листа, обрезаю кромку и от нее выставляю необходимый размер полосы. На втором этапе торцую длинные заготовки в размер на универсальном столе MFT-3. В результате — стопка деталей и крохотная кучка отходов.







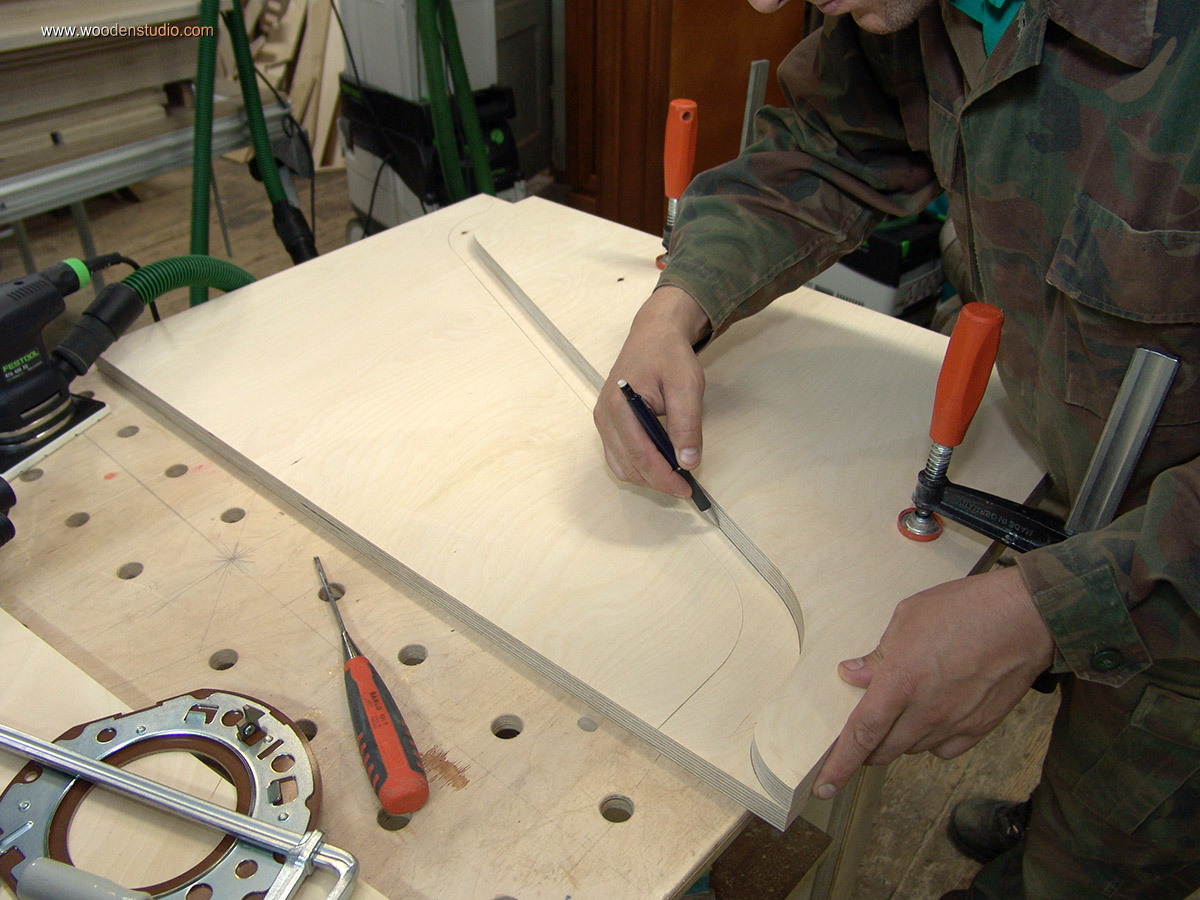
Следующий этап — изготовление фигурных деталей.
Так как часть фигурных деталей дублируются, то для начала изготавливаем первую деталь, а затем по ее образцу остальные.
К примеру, боковины некоторых выдвижных ящиков будут иметь вырезы. Для этого фрезеруем по шаблону вырез на первой заготовке, обрабатываем кромку скругляющей фрезой, затем переносим форму выреза на следующую заготовку. Вырезаем лобзиком рядом с линией, совмещаем готовую деталь с той, которую предстоит обработать и обгоночной фрезой с подшипником повторяем форму выреза первой детали.
По такому-же принципу изготавливаем и другие фигурные детали.














Теперь необходимо скруглить все кромки при помощи кромочного фрезера.




Почти все детали раскроены, время переходить к нанесению ЛКМ (лако-красочных материалов).
Для начала несколько слов о покрытии. На этом изделии в основном оно трехслойное, на некоторых фрагментах четырехслойное. Первый слой — краситель, окрашивается непосредственно древесина. Второй слой — прозрачный грунт. Третий, четвертый слои — прозрачный лак.
При таком способе окраски очень важным моментом является качество подготовки поверхности. Краситель проявит все дефектные участки поверхности (царапины и т.п.).
Если сделать качественную подготовку, то внешний вид изделия будет на высоте, но для этого необходимо соблюдать определенную последовательность действий, учитывая особенности производства стандартной фанеры.
Фанера изготавливается из лущенного шпона полученного путем срезания слоя древесины как в точилке для карандашей, как бы «разматываем» бревно.
После склейки по слоям, фанера калибруется по толщине шлифованием. Но направление заводской шлифовки не всегда совпадает с направлением волокон древесины, плюс крупное зерно абразива оставляет глубокие царапины.
В любом случае необходимо перешлифовать все плоскости вдоль волокон ленточной шлифмашиной. Затем вручную шлифуем фаски и только после этого все поверхности проходим эксцентриковой шлифмашиной.




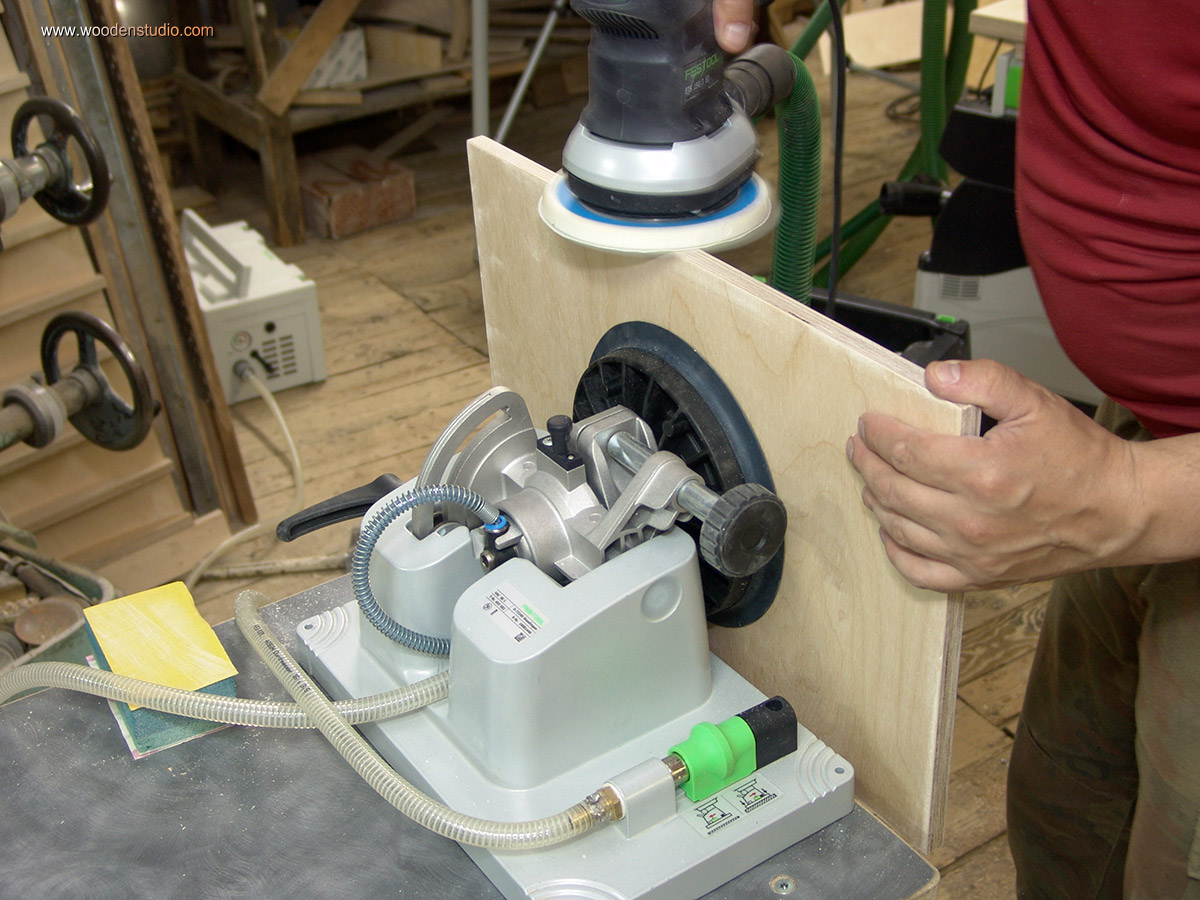



Можно окрашивать детали и наносить слой грунта. После того, как грунт высохнет, производим промежуточную шлифовку.
Сначала обрабатываем вручную кромки, а затем плоскости эксцентриковой шлифмашинкой с жесткой подошвой. Учитывая, что поверхность до окраски была хорошо подготовлена, то это этап не занимает много времени. Далее наносим фиксирующий слой лака, после высыхания которого детали готовы к сборке.




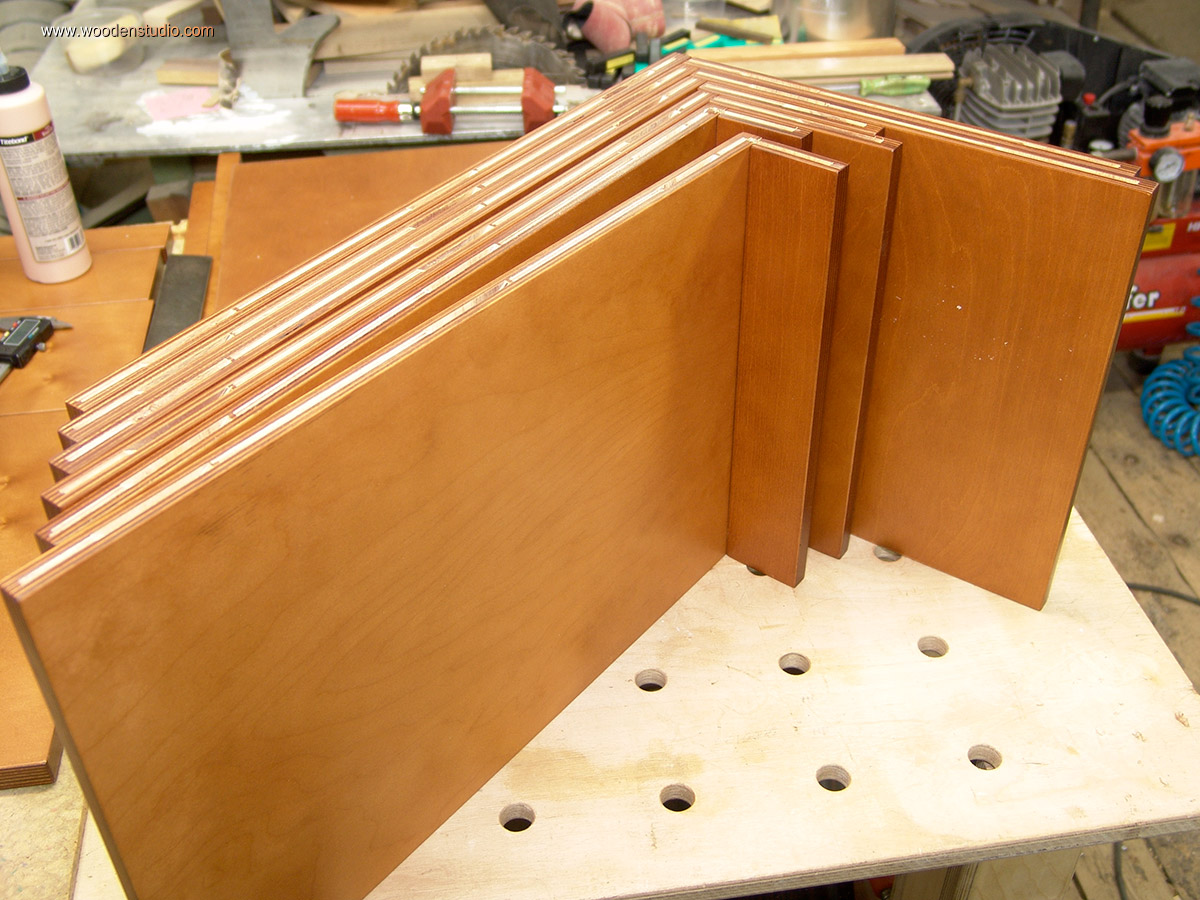
За некоторым исключением (об этом позже) все детали готовы, можно приступать к дальнейшим действиям по сборке мебели.
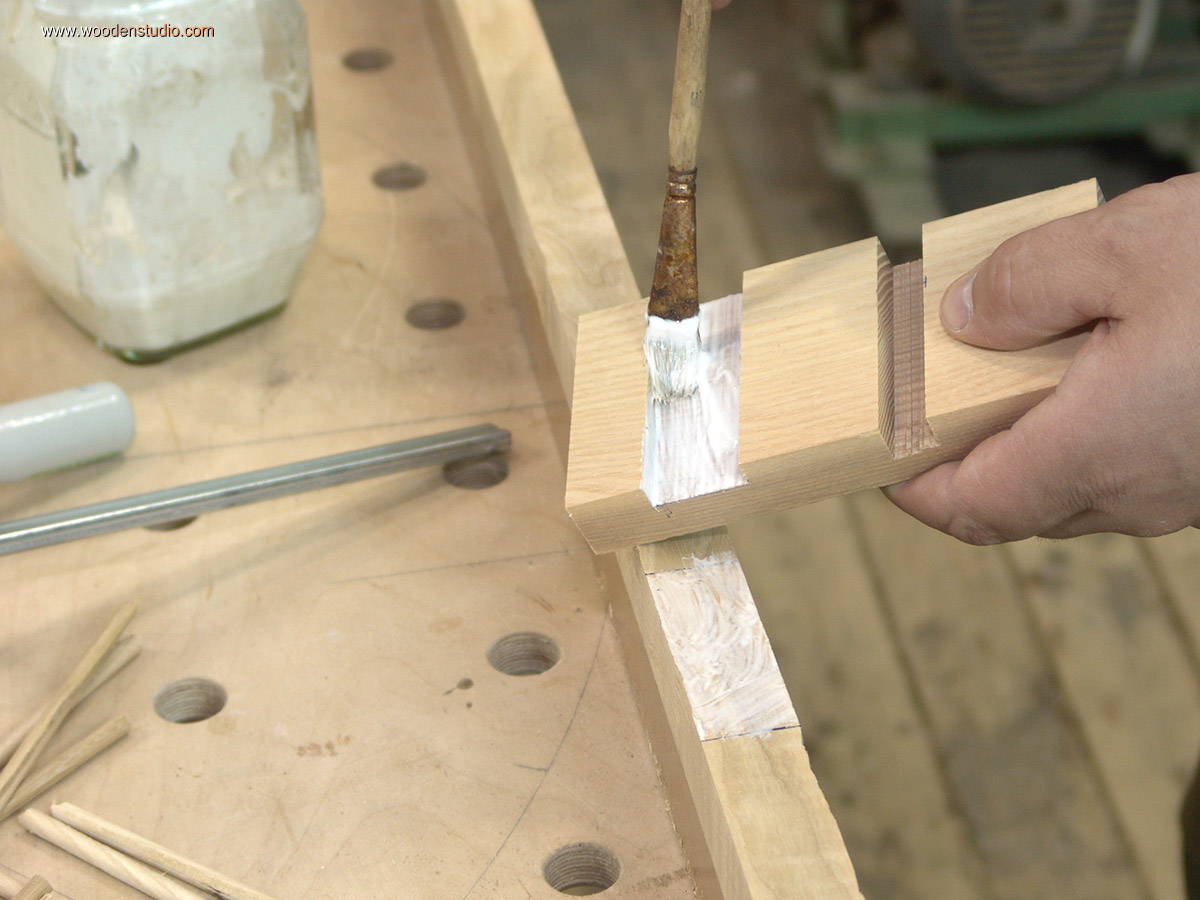
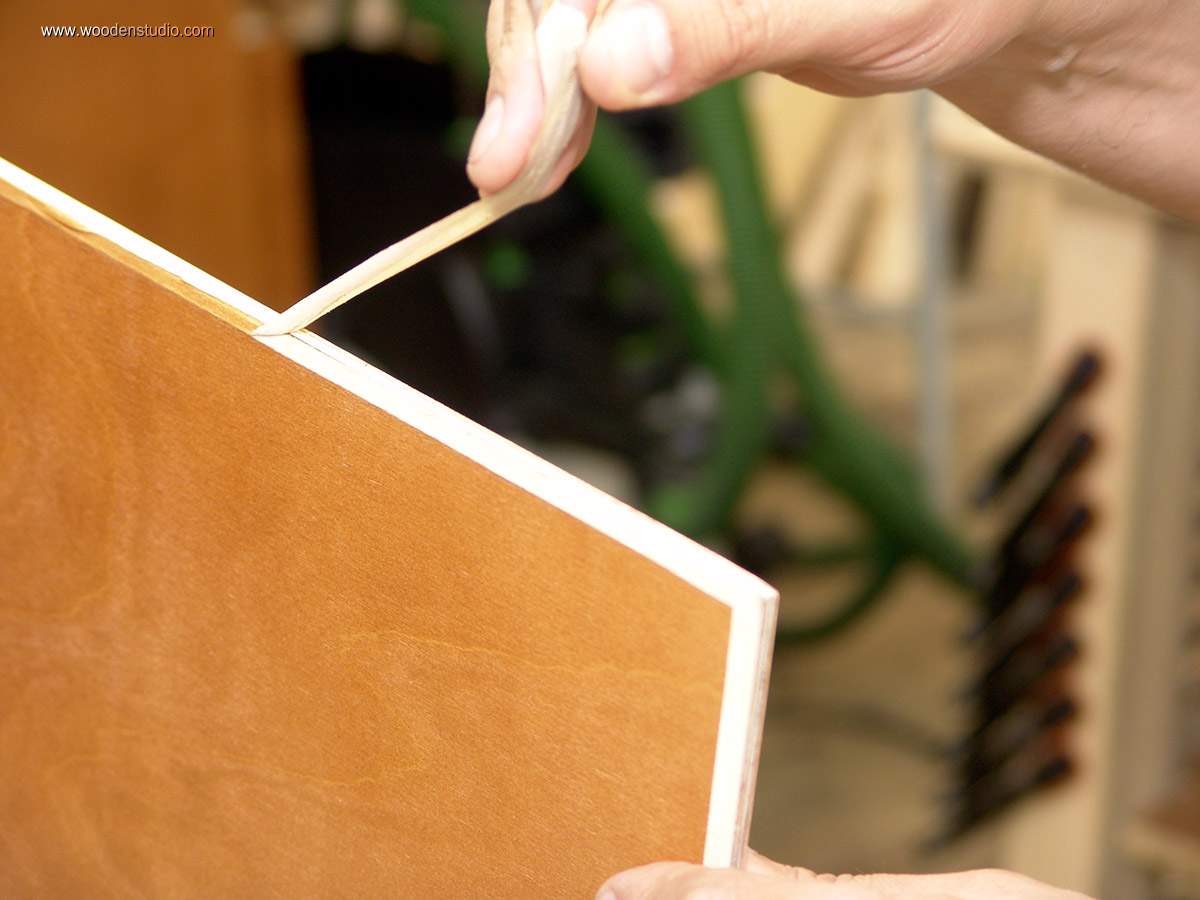
Речь далее пойдет о подготовительном процессе для склейки, а именно об удалении лакового слоя с мест сопряжения и склеивания деталей друг с другом.
Раньше для этих целей иногда использовал защитную пленку, которую клеил заранее перед окраской. Но такой способ имел ряд недостатков и неудобств.
Решил внести кардинальные изменения в этот процесс, применил новый способ — слой лака удаляю непосредственно перед склейкой. Появилась возможность развернуть деталь лучшей стороной, снизилась вероятность «промахнуться».
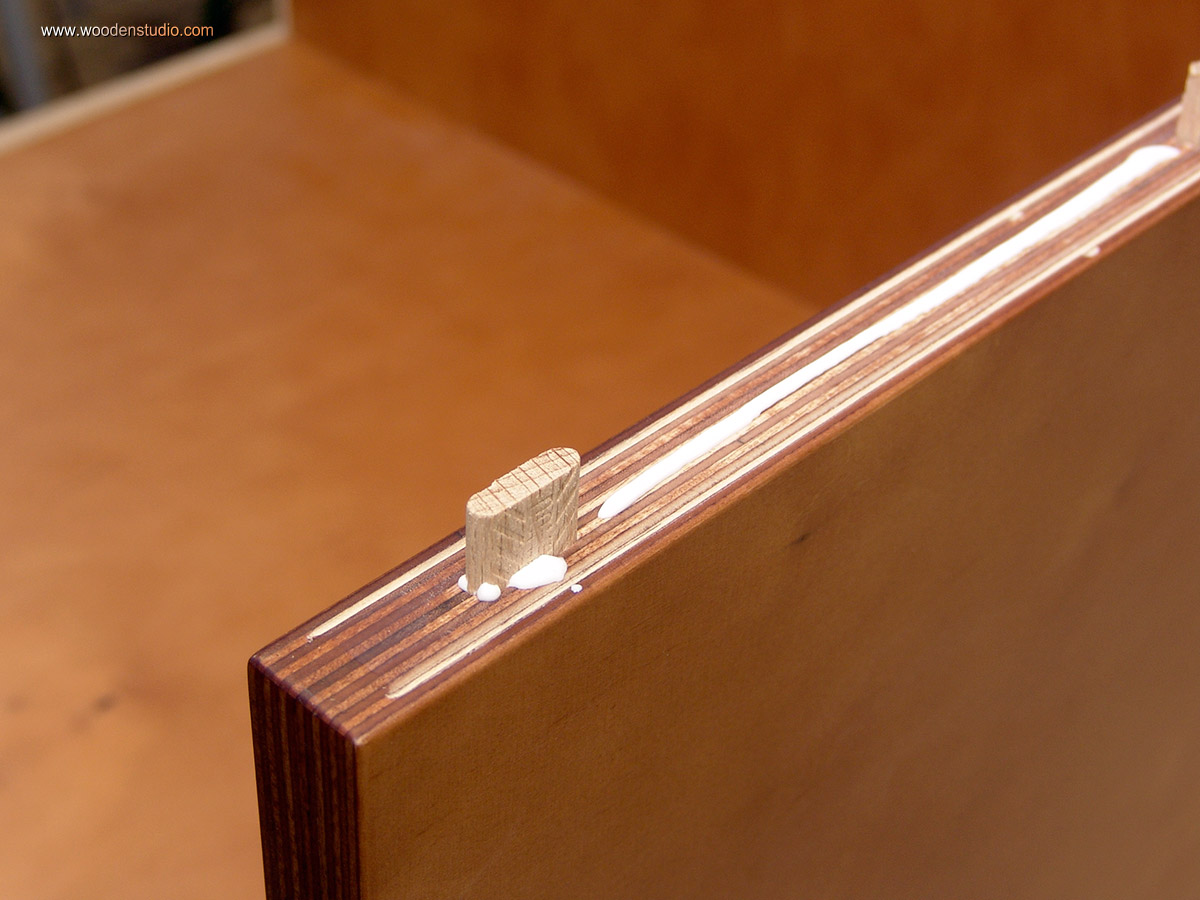
Из особых преимуществ новой разработки — два паза-капельника по краям обрабатываемого участка, которые будут снижать вероятность выхода клея из зоны склеивания. Обработка производится специальной фрезой, одновременно удаляющей лаковую пленку и фрезерующей капельники.



Теперь надежность соединения будет гарантирована.
При помощи фрезера «Domino DF-500» делаю пазы для соединения в деталях одной из тумб. Сначала в торцах боковин, затем (установив боковой упор) на внутренеей стороне верхней крышки и дна. Делаю пробную сборку. Необходимо начинать фрезеровать отверстия всегда с базовой стороны (в даном случае лицевой).








Пока занимался корпусом тумбы, параллельно изготовил и покрасил заднюю стенку. Она будет вклеена в паз тумбы. Предварительно кромки задней стенки были оклеены малярной лентой.



Ранее я упомянул, что задняя стенка будет вклеена в корпус тумбы, для этого в боковинах, крышке и днище фрезеруем паз. Фрезеровать паз лучше в несколько приемов, сначала только поверхностный слой, это предохранит от больших задиров а затем углубляем фрезу. Кромки паза проходим наждачной бумагой, примеряем заднюю стенку и начинаем окончательную сборку на клею.
Для удержания заготовок при обработке в этом проекте использовал устройство с вакуумной фиксацией VAC SYS. Деталь достаточно опустить на поверхность и она автоматически фиксируется.











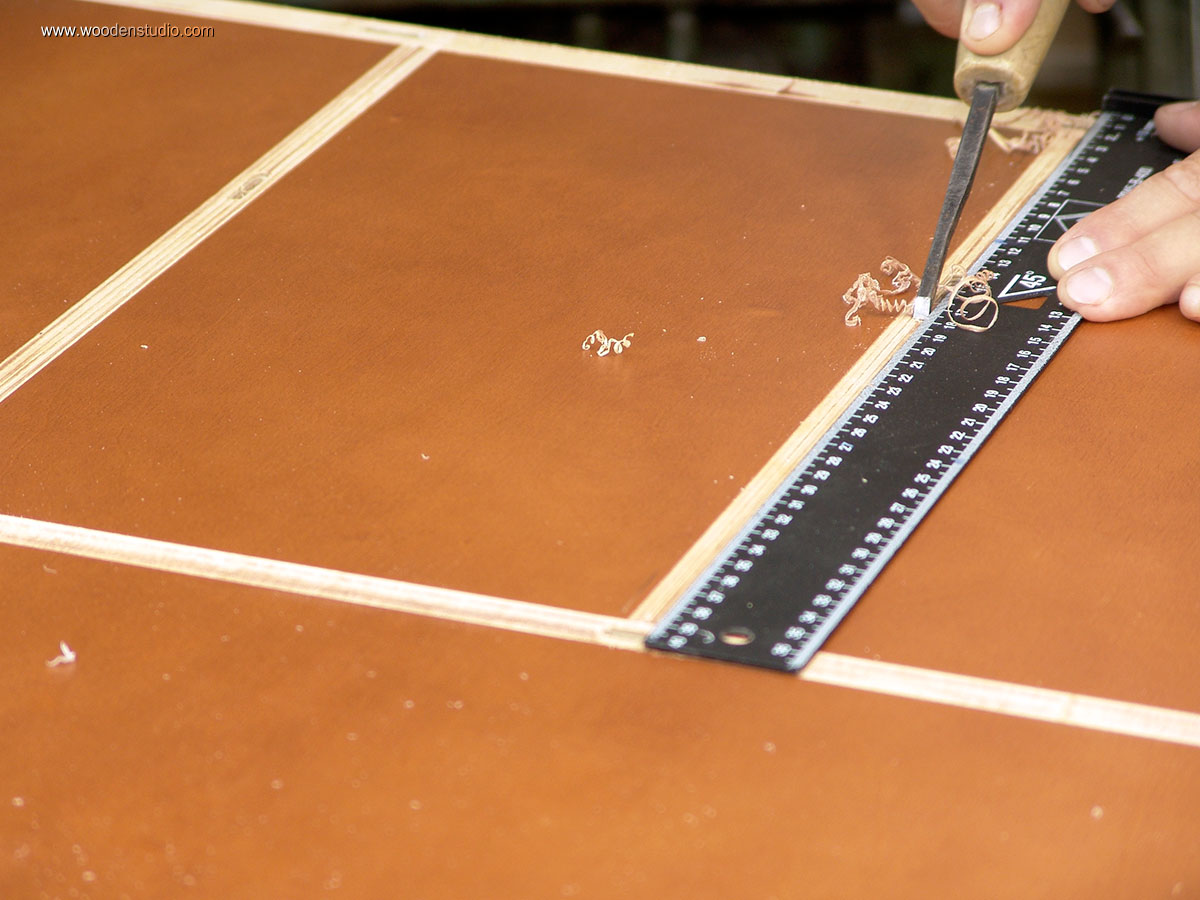
Точно так же постепенно собираю всю конструкцию. На некоторых деталях лаковый слой удаляю узкой циклей, изготовленной из старой стамески.















Основной каркас собран, можно ставить его на «ноги», точнее ножки. Перепад высот пола в том месте где будет установлена мебель составляет около 12мм. Ножки небольшие, регулируемые.




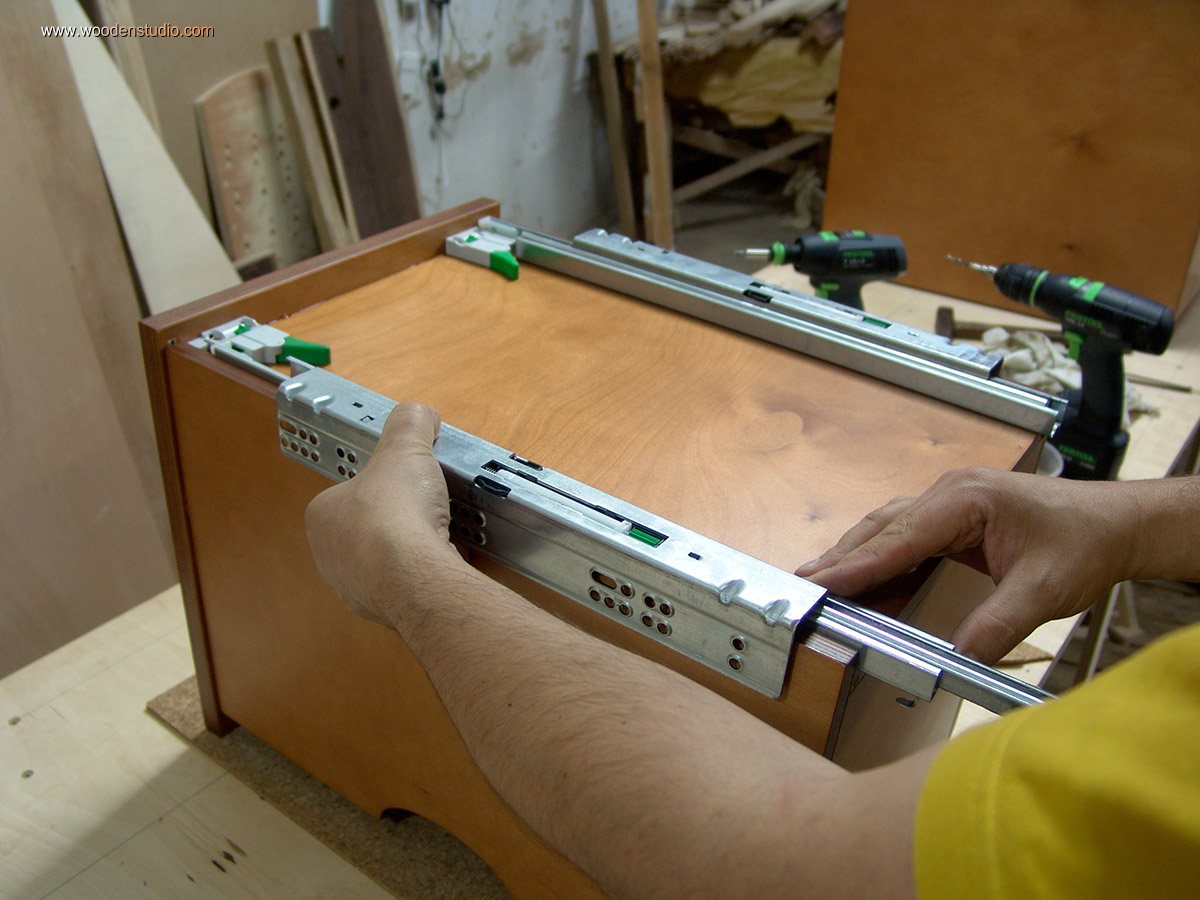
Теперь можно начинять корпус, устанавливать фурнитуру... Из подготовленных элементов собираем и склеиваем выдвижные ящики, устанавливаем направляющие скрытого типа с полным выдвижением.






Полезные технологии!
Для крепления столешницы (о ней расскажу позже) понадобятся короткие конфирматы, около 30мм. Таких на нашей территории днем с огнем не встретишь, то придумал как «укоротить оптом» имеющиеся при помощи электролобзика.



Далее речь пойдет о столешнице. У просветного стола она подвижная и должна изменять угол наклона. В центральной части находится поворотный круг из матового стекла или полимера, который подсвечивается снизу.
Для начала подогнал заготовку по размеру. Изначально сделал ее с небольшим запасом. Проще прирезать пилой, но просто хотелось испытать возможности электрорубанка.
Полезные технологии!
Чтобы предотвратить скол на выходе с заготовки при строгании электрорубанком, заранее необходимо сделать небольшой встречный заход с противоположного края. Пример на фото снизу.




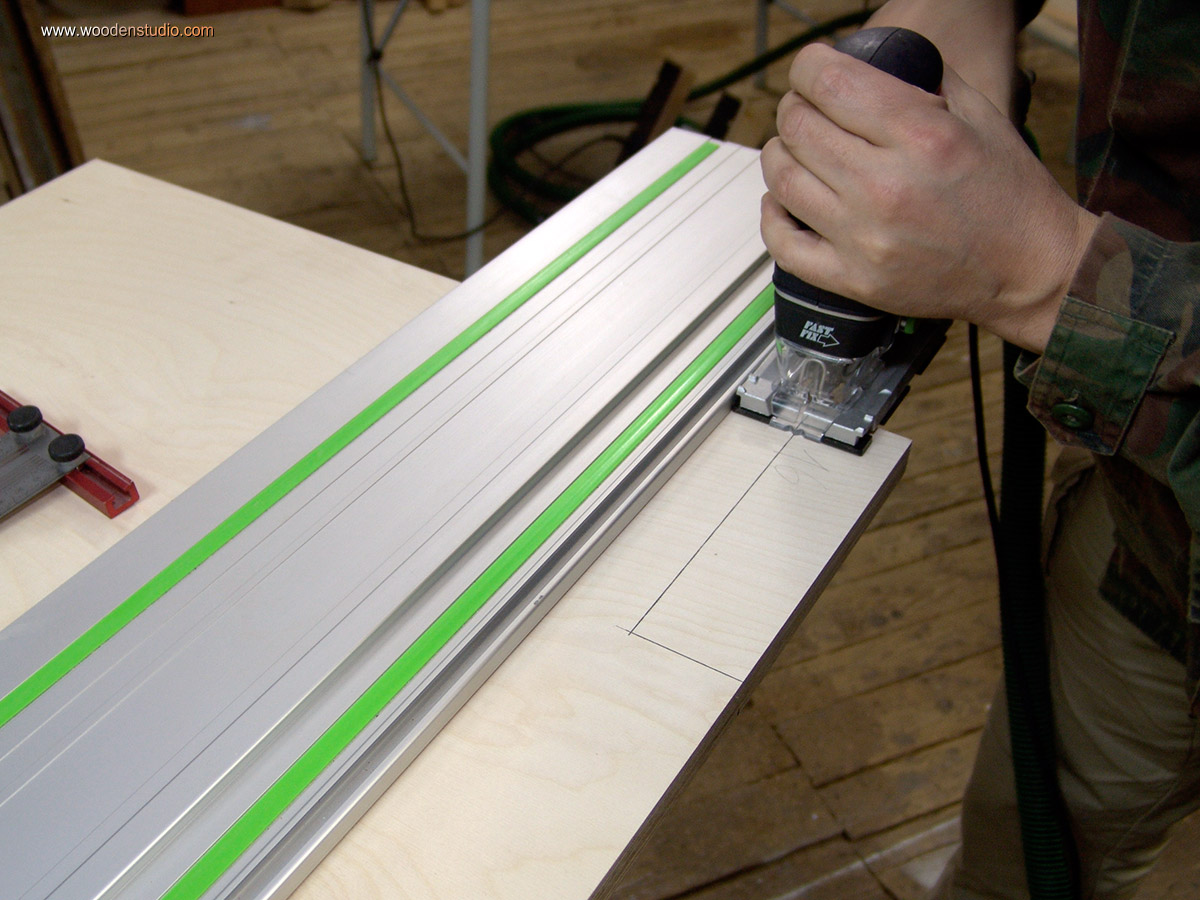
Одна из столешниц увеличенного размера (по просьбе клиента) и накладывается своей частью на соседнюю тумбу. Для полного открывания необходимо вырезать фрагмент. Здесь достаточно лобзика и ровной направлющей.



На передних кромках столешниц будет место для хранения карандашей. Для этого приготовил брусок из черешни, разрезал его на ленточной пиле, части приклеил к столешницам. Плоскость обработал шлифмашинками. Все готово к профилированию.




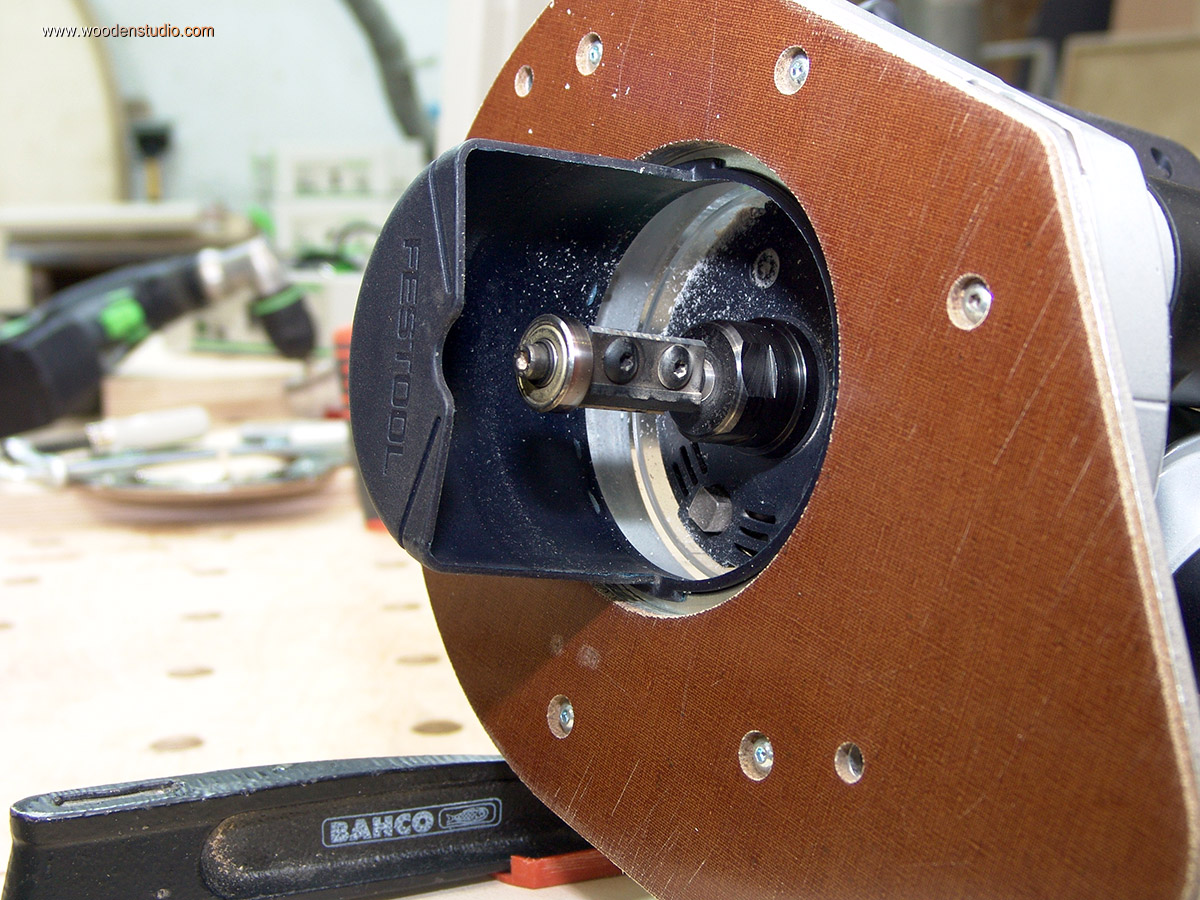
Для начала в бруске фрезерую достаточно глубокий паз профильной фрезой (полусфера) диаметром 25мм. Параллельность движения одновременно обеспечивает боковой упор и шина-направляющая на которой также установлены ограничители.




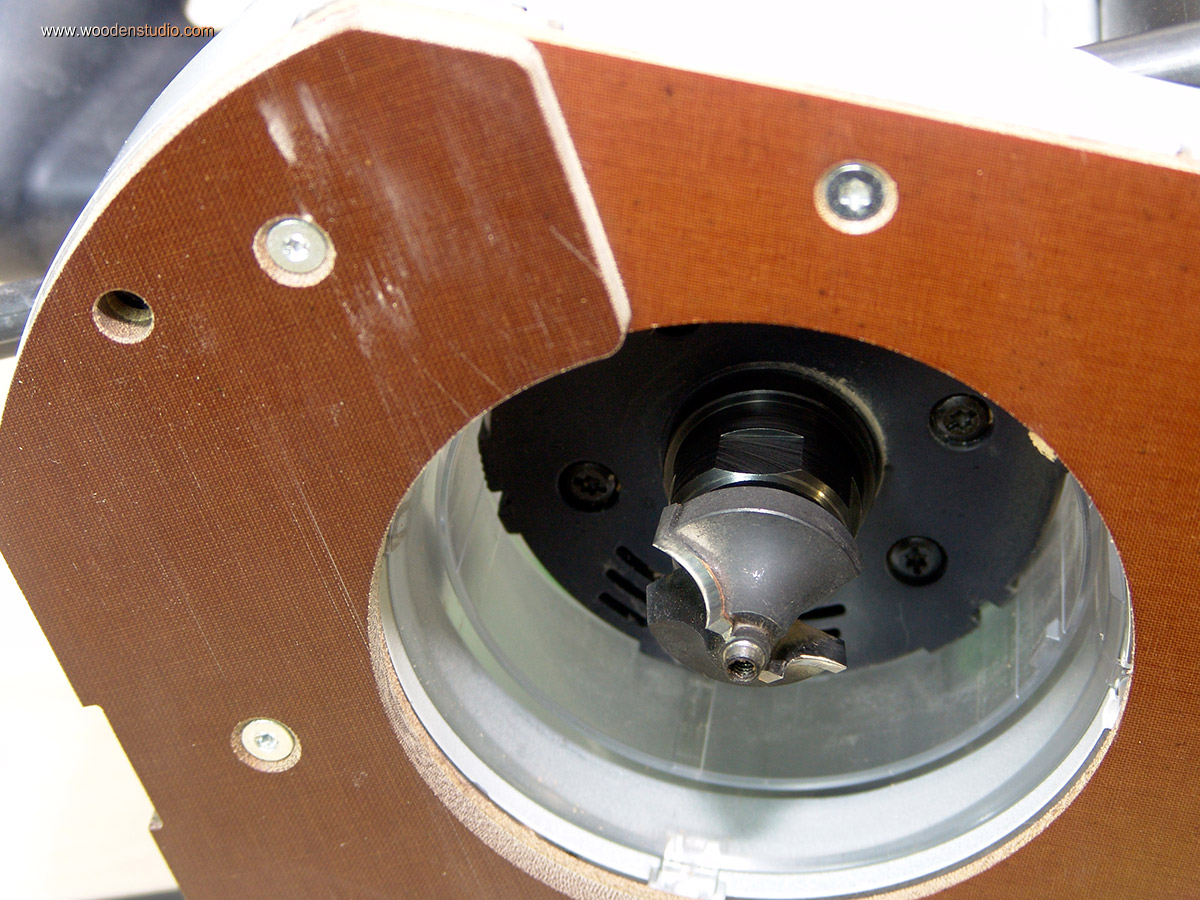
Внутренние кромки паза обрабатываю за два этапа. Сначала устанавливаю скругляющую фрезу R3 с подшипником и снимаю радиусную фаску по кромкам паза.
Для устойчивости на краю детали в подошву фрезера устанавливаю адаптер от копировальных втулок. Его задача уменьшить внутреннее отверстие в подошве фрезера.
Затем устанавливаю фрезу с большим радиусом R9 и снимаю подшипник, просто прижимной болт упирался в дно паза. Передвигаю фрезер по шине и скругляю только одну кромку паза. На фотографии она справа. По окончании складываю две столешницы вместе и скрепляю струбцинами для следующей операции.







С пазом вопрос решен. Теперь необходимо скруглить углы. Скруглять буду фрезером. Для того, чтобы избежать сколов при фрезеровании торца, поджимаем дополнительный брусок. Устанавливаю фрезу R30 с опорным подшипником.
Внимание!
Напоминаю, что фрезы такого диаметра предназначены для использования только в стационарно закрепленном фрезере! Использование в ручном режиме без соответствующих навыков не рекомендуется!
Закругляю оба угла столешниц, после чего шлифую фрезерованную поверхность эксцентриковой шлифмашинкой. Столешницы можно разъединить. Как видим сколов на торце нет.







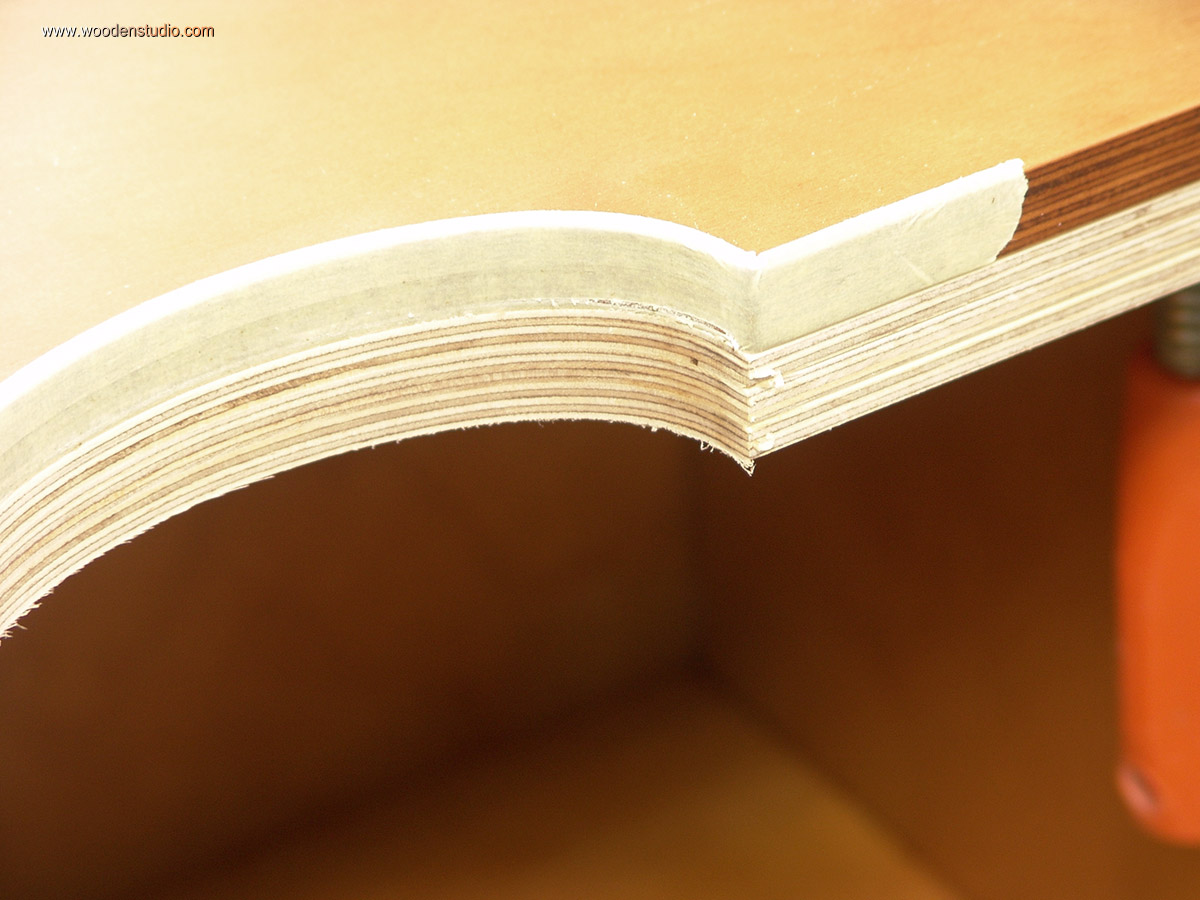
Осталось скруглить внешнюю кромку. Основная операция делается фрезером со скругляющей фрезой с подшипником, а переход к фанере дорабатывается вручную.




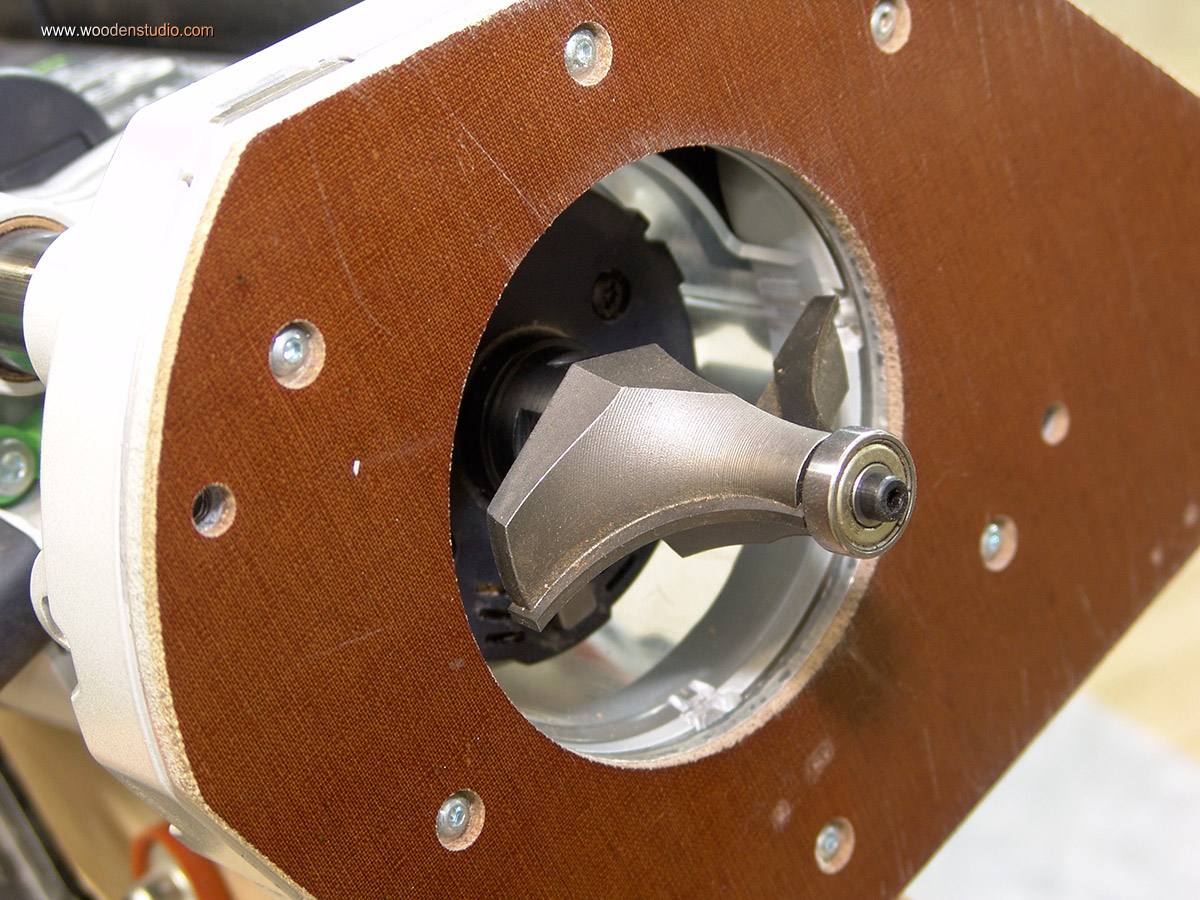
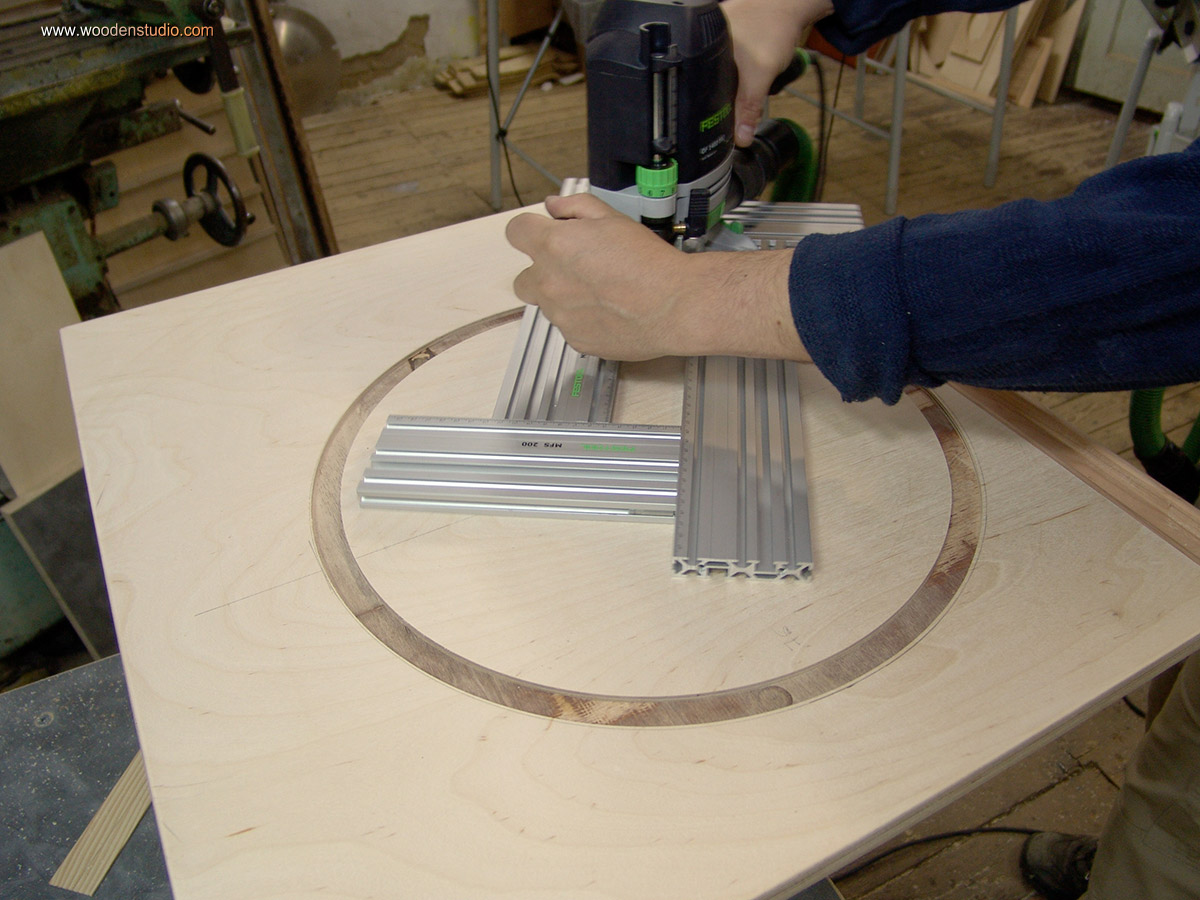
Ранее я писал, что столешницы в центральной части должны иметь поворотные диски из белого матового материала. Для установки этих дисков фрезеруем отверстие с четвертью по кромке.
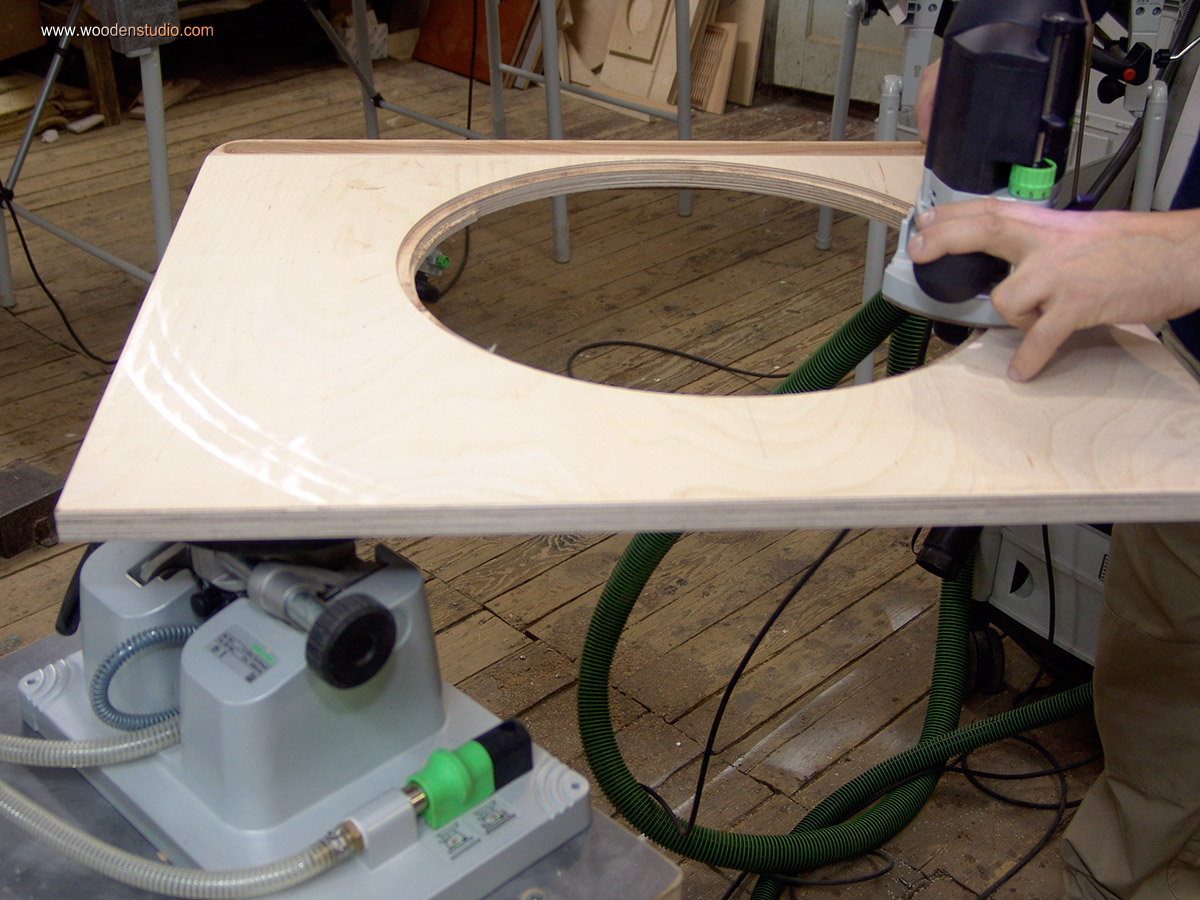
Делаем это при помощи циркульного приспособления или универсального шаблона MFS. Сначала фрезеруем паз глубиною равной толщите белого поворотного диска, затем уменьшаем радиус фрезерования для формирования четверти и увеличиваем глубину (не на сквозь!). Вырезаем лобзиком внутренню часть и подчищаем кромки отверстия обгоночной фрезой с подшипником. Окончательно шлифуем поверхность и отправляем в покраску.


Пока столешницы в покраске, можно заняться вопросом выдвижных ящиков.
По проекту нижние ящики должны иметь перегородки для хранения листов бумаги форматом А3 в вертикальном положении. Изначально было несколько «сырых» идей, но решил этот вопрос оставить на «потом». Время шло и «потом» уже наступило, правда к этому моменту решение уже созрело.
Полезные технологии!
Суть технологии в том, чтобы не меняя конструкцию ящика, создать автономную систему крепления перегородок. В таком случае ящик может использоваться как по назначению (для хранения бумаги), либо его можно быстро переоборудовать для других задач.
Необходимо изготовить боковые держатели перегородок и сами перегородки.
Сначала из листа фанеры вырезаю будущие перегородки. Размер пергородки соответствует внутреннему размеру ящика. Боковина ящика сверху имеет вырез для захвата рукой листов бумаги, его надо продублировать на перегородках. Для этого вкладываем заготовки перегородок в ящик, фиксируем струбцинами. Используя фрезер и обгоночную фрезу с подшипником повторяем вырез. Чтобы не повредить лаковое покрытие ящика, защищаем его малярной лентой.



Изготовление держателей перегородок.
Торцую фанерные заготовки в размер. Фрезерую пазы на фрезерном столе. Ширина паза соответствует толщине перегородки, в даном случае 6 мм.
Не снимая фрезы, сдвигаю боковой упор и смещаю подающую щеку упора относительно приемной. Величина смещения соответствует толщине оставшейся перемычки при фрезеровании пазов на держателях перегородок. Срезаю фрезой часть перегородки. Длина выреза равна высоте держателей перегородок.
Устанавливаю готовые перегородки в выдвижной ящик. Сначала держатели перегородок, затем сами перегородки.
















Отдельно хочу рассказать еще об одном элементе стола. Это накладные панели из пробки. Так как стол для творческих людей, то должно быть место для крепления разных набросков, заметок и т.п. Как вариант, можно применить для таких целей материал из толстой пробки, но после некоторых раздумий решил сделать его многослойным. В этом решении скрываются дополнительные преимущества и плюсы.
Полезные технологии!
За основу взял рулонную пробку 2 мм. Во-первых, технология безотходная (обрезок одного слоя переходит на следующий). Во-вторых, через каждые 2мм формируется армирующая клеевая пленка, которая препятствует выкрашиванию пробки даже при активной эксплуатации, отсюда больший срок службы. Важно! Клей наносится
на обе стороны.
Окончательного затвердевания клея не дожидался, тогда было прохладно в мастерской. Решил аккуратно обрабатывать.
Сначала обрезал заготовку пилой по необходимому размеру, скруглил углы фрезером и этой-же фрезой снял фаску по периметру с лицевой стороны. Затем шлифовка.
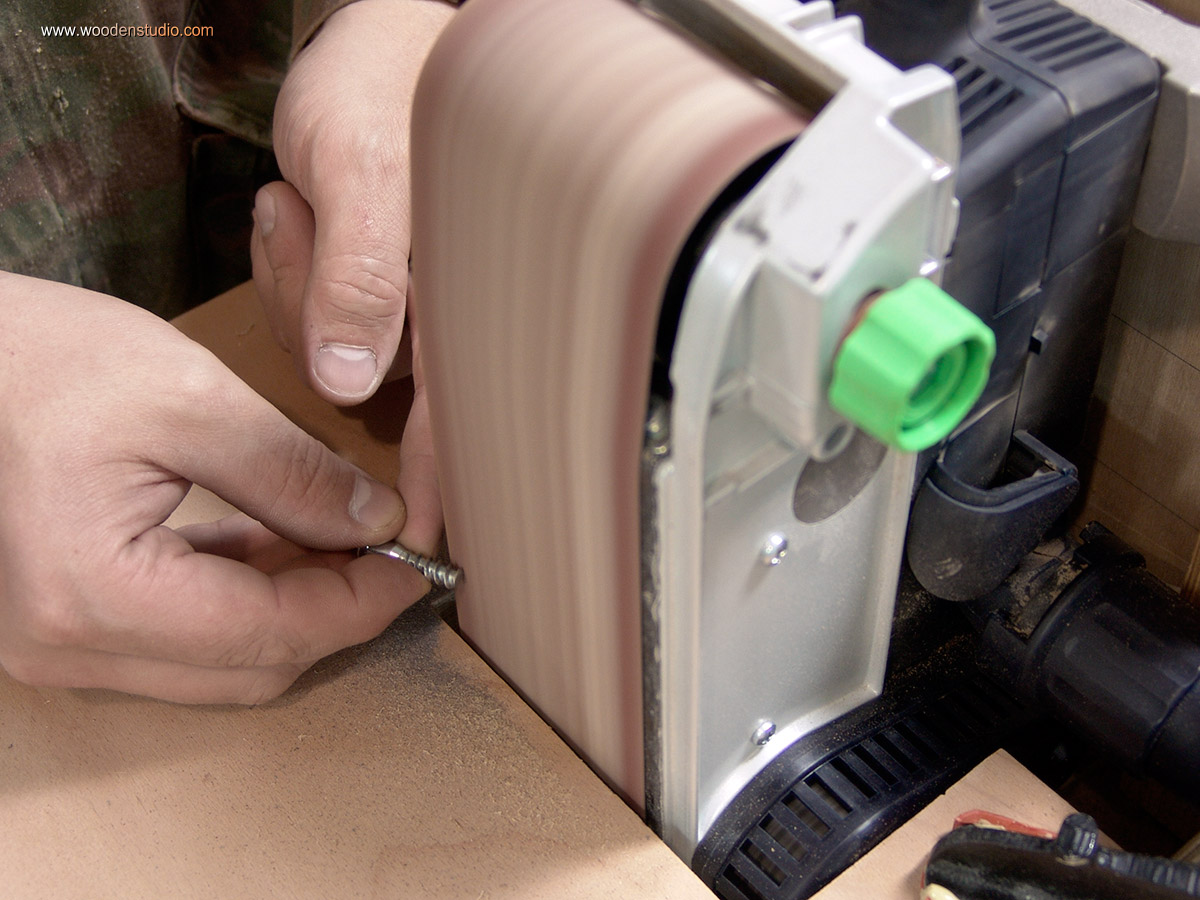
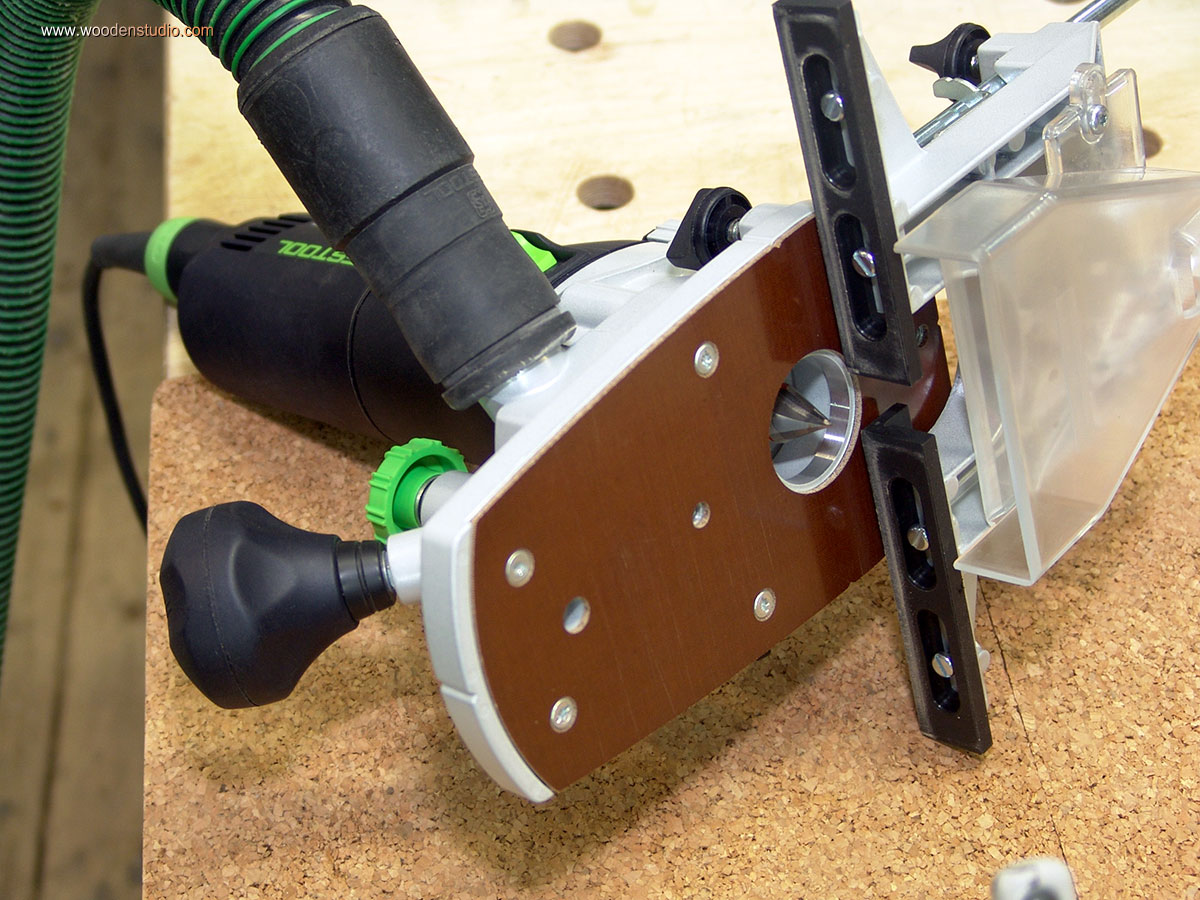
Клиент просил, чтобы на изделии был мой логотип. Пробковый дисплей идеально для этого подходит.
С тыльной стороны дисплея конусной фрезой на небольшом расстоянии от края фрезерую паз. Это паз предназначен для того, чтобы в момент приклеивания, клей не вышел за пределы дисплея.
Последние штрихи. Устанавливаю и фиксирую столешницу, как раз для этого укорачивал конфирматы.






















Проверка работы всех элементов, доставка, монтаж, финиш! Ждем новых мультипликационных фильмов!




P.S. Хочу поблагодарить Владимира Никитина за предоставленные примеры работ. Спасибо, что радуете нас и наших детей!